




想要一睹钢材多种规格库存充足产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:钢材多种规格库存充足的图文介绍
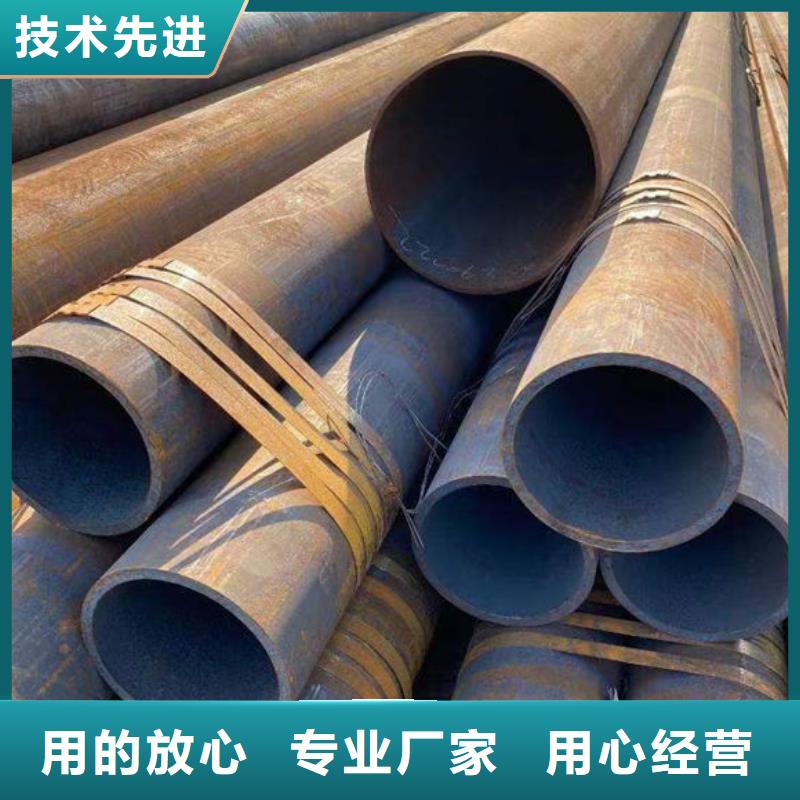
角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(昭觉县分公司)占地3000多平方米,专业生产各类 钢板 为主的厂家。 累积十多年 钢板制造经验,以人为本,有一批专业生产人才,员 工300多人,其中技术人员50多人,拥有配套设备和生产技术!


热镀锌管是熔融金属与铁基体反应产生的合金层,使基体与涂层结合。热镀锌是先对钢材进行酸洗。为了去除钢管表面的氧化铁,酸洗后在氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液的槽中清洗,然后送至热浸镀槽。热镀锌具有镀层均匀、附着力强、使用寿命长等优点。冷镀锌是指电镀锌。镀锌量很少,有10-50g/m2,本身耐腐蚀比热镀锌管相差很大。为了保 证质量,大多数正规镀锌管生产厂家都不采用电镀锌(冷镀锌)。那些规模小,设备陈旧的小企业才使用电镀锌,当然他们的价格也相对便宜一些。

线成型机可以将线材进行不同的加工操作,能根据需求将一根钢丝、铁线、不锈钢丝折弯成平面或立体的形状,目前在工业加工领域上广泛使用,那线成型机是怎样对线材进行加工成型?线成型机将线材成型过程主要体现在以下几个步骤方面:1、首先通过奥领线成型机的校直架将线材进行校直,然后将线材送线到合适的程度;2、线成型机转臂通过升降,将线材钢材卡到折角芯或折角头,使线材贴在折角头平面上,折角盘带动折角马旋转运,对线材进行折弯成平面或者需求的各种立体形状;3、线材成形后转臂通过升降离开线材,再通过送线指令,把线材退回到合适的位置,线成型机再进行切断指令进行切断,这样整个线材加工过程就完成。


螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。


