
我们的环氧煤沥青防腐钢管加强级防腐钢管老客户钟爱视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:环氧煤沥青防腐钢管加强级防腐钢管老客户钟爱的图文介绍


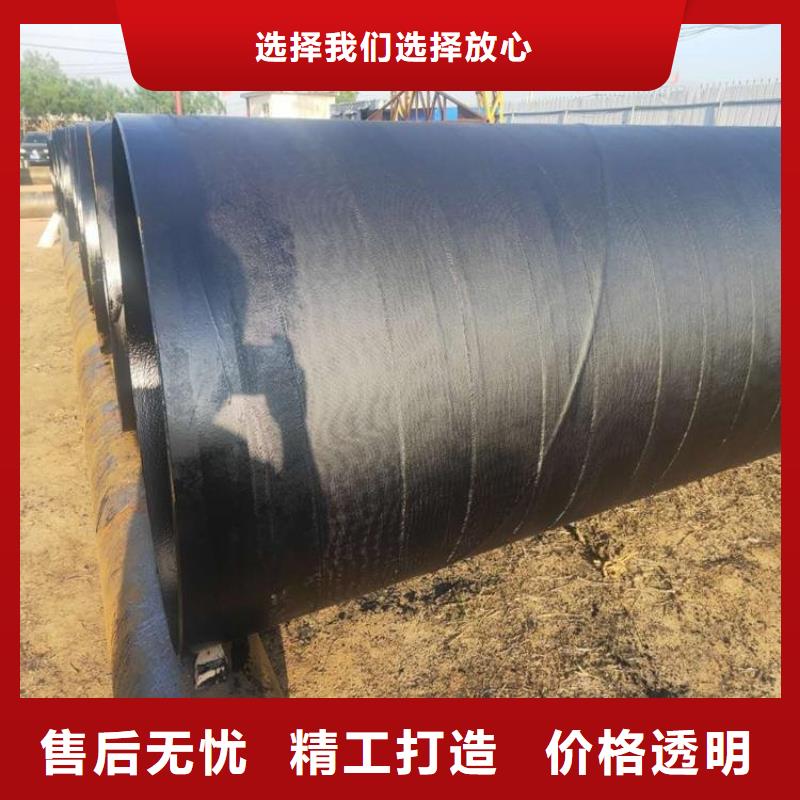
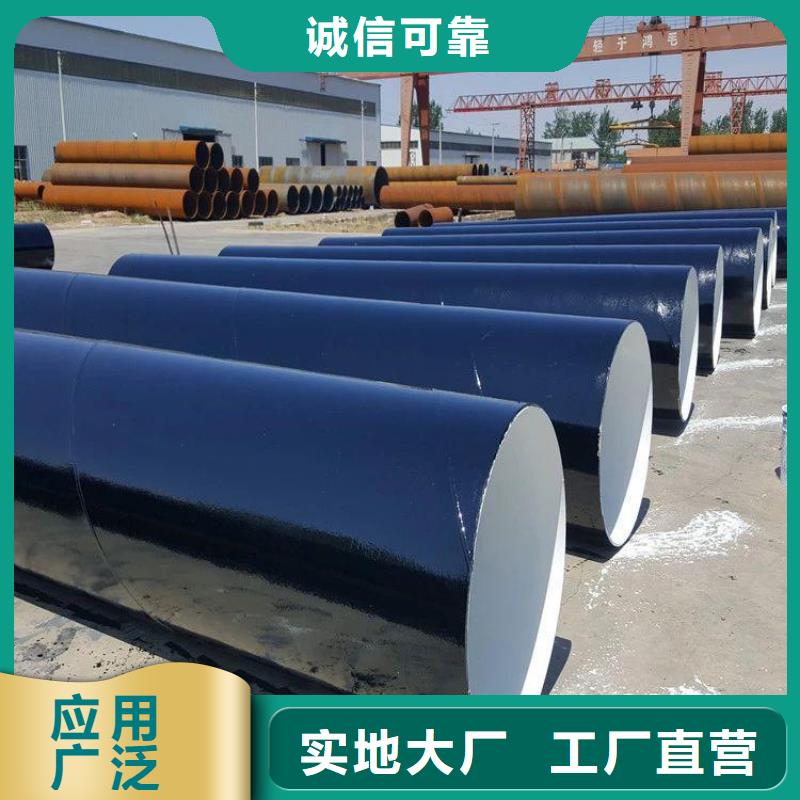
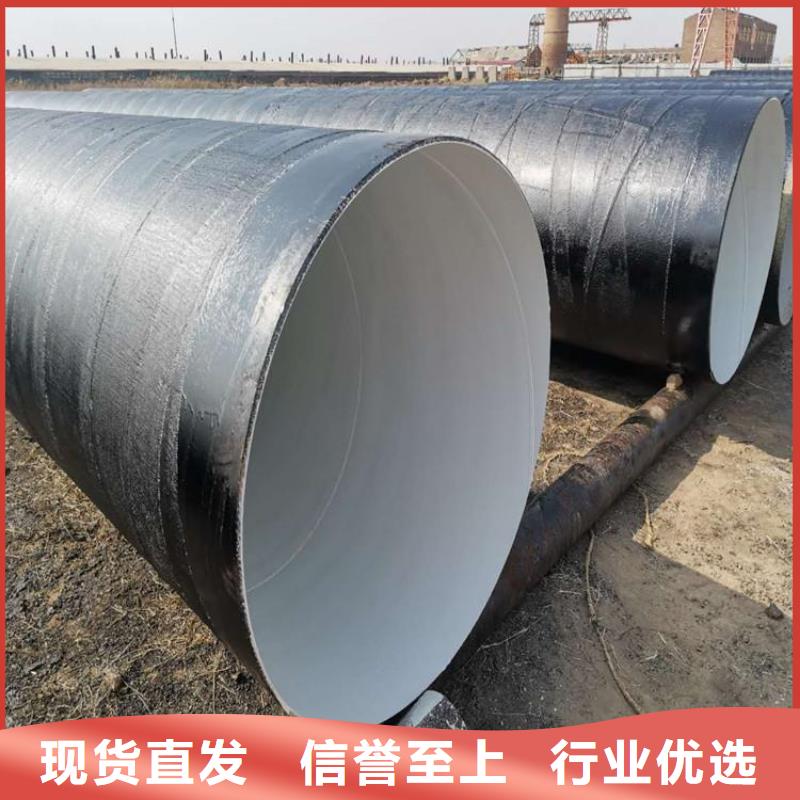
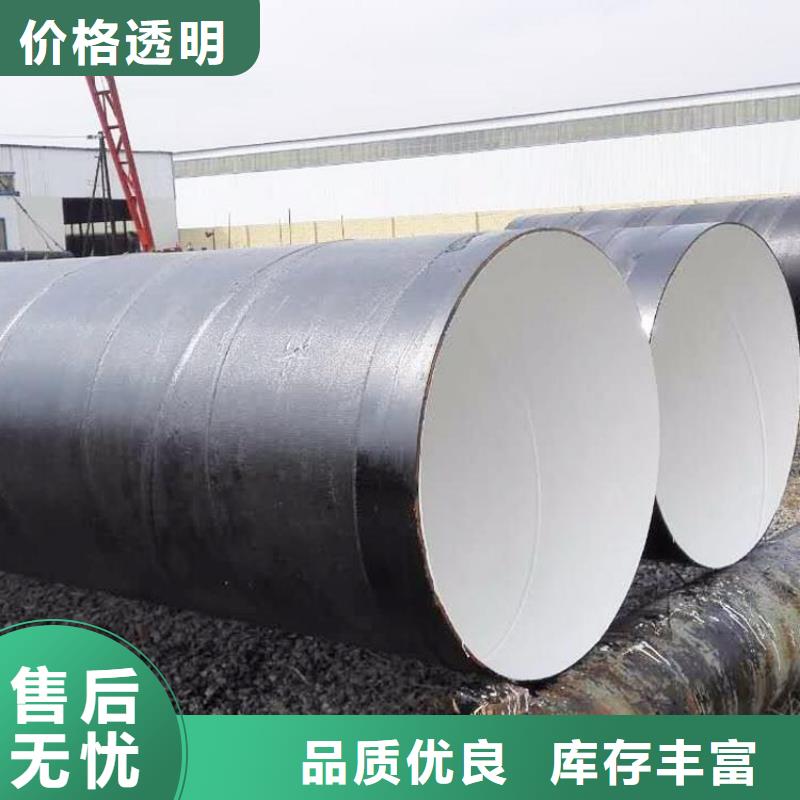
环氧煤沥青防腐钢管主要用于埋地或水下钢质输油、输气、供水、供热管道的外壁防腐,也适用于各类钢结构、码头、船舶、水闸、煤气储罐、炼油化工厂设备防腐及混凝土管、污水池、楼顶防水层、卫生间、地下室等混凝土结构的防水和防渗漏。可以说环氧煤沥青的应用是非常广泛的,干燥后的性能也十分优,但是在储藏和使用时,却很容易因高温或潮湿而发生变质,因此在其干燥成型前都要远离热源或是明火,也不能在在潮湿的环境中暴露。地下输油管道中对它的应用十分普遍,比如环氧煤沥青防腐钢管,就是钢管与环氧煤沥青涂层为主要结构的管道设施,性能相当不错,在地下环境中能有效运输相关介质,效率高,对各种腐蚀都有良好的抵抗能力,是一种较为常用的地下输油管道。环氧煤沥青防腐钢管外观:底漆甲组分铁红色,乙组分黑色,面漆均为黑色。具有优异的耐化学介质腐蚀性和良好的物理机械性能,粘结力好,涂膜坚韧,并有优异的电绝缘性和抗渗透性,抗杂散电流和抗微生物侵蚀性,成膜后,可减少施工道数。主要的执行标准《埋地钢质管道环氧煤沥青防腐层技术标准》和《钢质管道液体环氧涂料内防腐层技术标准》。主要用于埋地或水下钢质输油、输气、供水、供热管道的外壁防腐,也适用于各类钢结构、码头、船舶、水闸、煤气储罐、炼油化工厂设备防腐及混凝土管、污水池、楼顶防水层、卫生间、地下室等混凝土结构的防水和防渗漏。



友骏管道有限公司(武义分公司)投入大量资源拓展研发团队,实现 电力穿线管从研发到生产,以及 电力穿线管的服务。我们提供各种创新,高质量,具有成本效益的可持续 电力穿线管产品以及服务,以满足不同地区不同场景的特定需求。



环氧煤沥青防腐钢管的工艺流程和工艺特点:一.底漆和缠玻璃纤维前的面漆:1.防腐的环氧煤沥青油漆施工根据现场条件采用刷涂的方式。2.钢材除锈经检查合格后涂刷底漆和面漆,涂漆时尽可能留出钢材装配的焊缝位置,预留长度约为150mm,以免焊接时难以清根,影响焊接质量。3.对于钢材表面坑尘程度较大(>2mm以上),尚应拌制腻子将其补平4.环氧煤沥青漆混合配制好拌匀后将其熟化15~30min,并在4小时内用完。5.底漆表干后固化前涂刷*道面漆,面漆实干后固化前涂刷第二道面漆。施工时,往往在工序流程上是连续的,因此需要特别注意油漆的涂装间隔时间,保证涂装间隔在小和涂装间隔之间。现场施工时,要根据涂料的性能和天气条件确定涂装的间隔时间。6.如果油漆复涂间隔太长,则需要将油漆表面用砂布或砂轮打毛后再涂刷后道漆。7.钢材喷砂合格后应立即涂刷底漆,因此,应同时注意粉尘对涂漆的影响,涂漆时尽可能远离喷砂区域或暂停喷砂施工8.环氧煤沥青漆作业应按随货所到的材料说明书和规范要求进行操作。9.油漆作业施工用具应干净,使用过程中的清理和用完后处理应适当。



环氧煤沥青防腐钢管涂料施工工艺
1、表面除锈
喷砂用于管道、管道支架和其他钢结构上的铁锈,喷砂除锈时,喷砂除锈应安排在防锈车间,除锈质量等级为Sa2.5,为保证除锈质量等级,磨料为石英砂,含水量小于1%,粒度要求通过7号筛,20号筛余量不小于40%,但不通过45号筛,喷砂角度、喷枪速度和喷涂距离必须满足要求,保证喷砂表面具有一致的表面粗糙度,既能增加涂层的附着力,又能保证表面的平整度。机械除锈,安装焊缝除锈采用磨床机械除锈方法,除锈等级达到St3级,除锈后,钢材表面应在24小时内涂底漆,以免二次生锈。
2、管道涂装
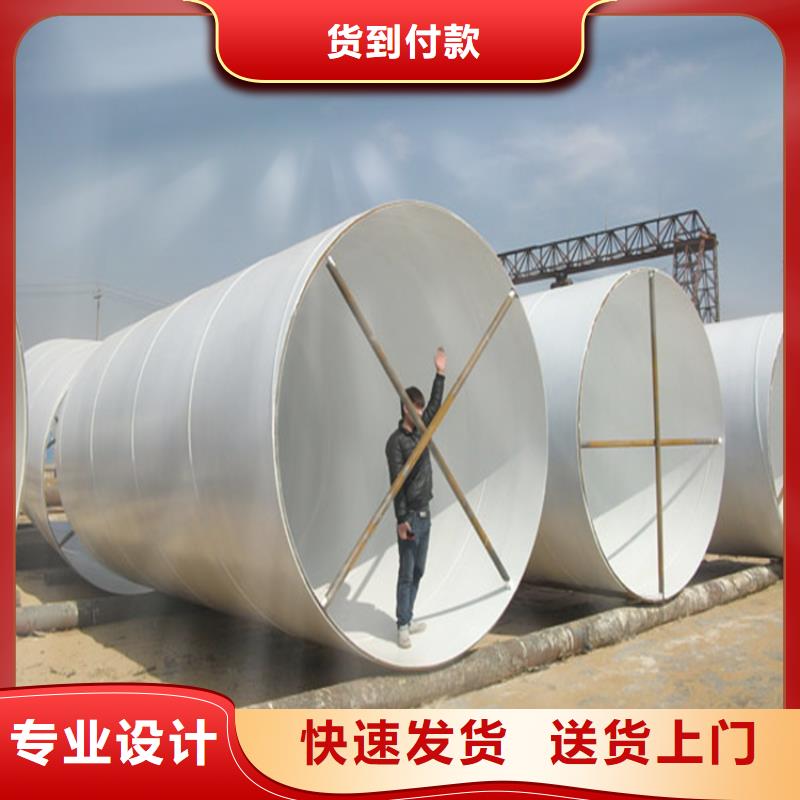
钢材除锈合格后,涂底漆和面漆,刷的要均匀,不能漏刷,涂上 层油漆后,可以用玻璃布包裹,缠绕玻璃布时,卷边时需要搭接15-25毫米,接缝处搭接100-150毫米,如果包布时产生气泡,请用刀切开,然后挤出气泡中的空气,将表面弄平,整块玻璃布应缠绕均匀、平滑。
3、伤害与修理
在管道的运输和安装过程中,管道的防腐层可能会损坏,管道安装完成并验收合格后,需要对管道防腐层进行修复,修复伤口时,用砂轮机或手工除锈去除钢材表面的锈斑,除锈等级应达到St3以上,因为修过的零件小而复杂,操作不方便,检查人员容易疏忽,施工人员要特别注意自觉保证质量。管道防腐所用的防腐层应与相邻管道一致,新防腐层和旧防腐层之间的连接是阶梯式的,接口必须重叠,重叠部分应保持至少50毫米。
4、干燥和维护
环氧煤沥青防腐钢管防腐完成后,让其自行静置干燥,至少8小时不能移动,这样就不会暴露在雨水中,干燥后即可运输。

